目前立磨在水泥、矿渣生产应用已经比较成熟,但一台立磨既能生产水泥又能生产矿渣应用还是不多,我区域公司4 500 t/d生产线配套年产200万吨水泥,原生产P·O42.5水泥,配比为:熟料80%、石灰石5%、石膏5%、粉煤灰3%和矿渣7%。因市场需求需将水泥立磨能同时适应粉磨矿粉,为此,该公司从2016年开始采用转换生产模式,经过一年多生产调试,目前可以轻松将水泥与矿粉进行随时调换生产,满足企业最大化效益。现将生产存在的问题及解决方法与大家分享。
1 JLMS-46.4立磨工艺流程及技术参数
生产P·O42.5水泥时工艺流程是:熟料、石膏、石灰石、粉煤灰、矿渣等物料经输送设备输送至各配料仓,粉煤灰从粉煤灰库下经输送设备进入生产系统。各种物料按一定比例设定,分别经各定量给料机和输送设备送至入磨锁风阀后入磨。入磨物料在磨内进行烘干和粉磨,粉磨后的物料经选粉机分离,粗粉返回磨盘重新粉磨,合格细粉随气流直接进入袋式收尘器进行收集,收集下来的成品经空气斜槽、斗式提升机等输送设备入水泥库储存;立磨吐渣经输送设备(设有除铁器)进入循环斗式提升机,提升入磨后继续粉磨。沸腾炉提供的热风与循环风、冷风混合后进入磨内,磨内混合风起到烘干和提升物料的作用,出磨气流进入布袋收尘器;出布袋收尘器的气体经循环风机后一部分经循环风管,作为循环风入磨,其余气体经烟囱排入大气。系统工艺流程见图1。
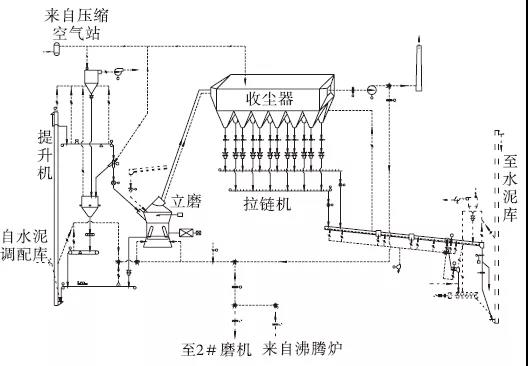
图1 系统工艺流程
矿渣产品为S95级,比表面积400 m2/kg,主要用于水泥混合材和混凝土掺合料,其主要工艺流程是:矿渣、石灰石、湿粉煤灰等物料经输送设备输送至配料仓,经定量给料机和输送设备送至锁风螺旋输送机进入磨机,其他流程与生产水泥一样。
JLMS-46.4立磨主要技术参数见表1,水泥与矿渣主要工艺参数见表2。

表1 JLMS-46.4立磨主要技术参数
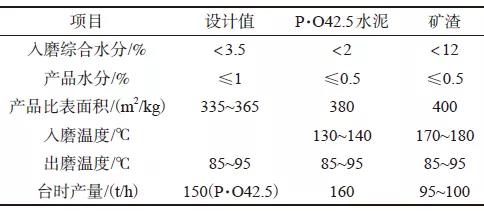
表2 水泥与矿渣主要工艺参数
2 存在的问题及解决方法
(1)主收尘器入口滤袋经常破袋,严重影响环保排放指标。现场拆下滤袋照片见图2。
从现场拆解的滤袋看,滤袋不是统一磨损,只是个别有洞,且洞周围磨损严重,通常破损滤袋分布在收尘器入口附近。分析主要原因是:生产矿粉时沸腾炉升温,尾排风机必须拉风,造成大颗粒高温粉尘经常烫坏滤袋,因风短路造成洞口附近磨损严重。

图2 现场拆解破损滤袋
采取措施:根据实际情况,在沸腾炉升温时将选粉机转速提高,高温颗粒通过选粉机时被及时收集下来,避免进入收尘器,确保收尘滤袋正常使用,按照此方案实施后收尘滤袋很少有烧损现象。
(2)矿渣入提升机,造成提升机壳体黏料严重,严重时提升机卡死。
原来设计是粉磨水泥,调配原料经皮带输送提升机,再到锁风阀,后来增加矿渣输送经皮带输送到提升机,皮带机机头易堵,提升机壳体黏料(如图3所示)。

图3 提升机黏料严重
为保证生产,在皮带机头、锁风阀溜子等部位增加空气炮定时清料,造成现场环境特别差,而且提升机易卡死,料斗经常刮坏,有时为了生产不惜提升机倒转,处理故障时间较长,严重影响生产。
后期通过环保建大棚,重新设计水渣输送,水渣通过皮带输送进入螺旋输送机在磨机原下料对称位置入磨,水渣不再经过提升机和锁风阀,大大减少了设备故障。
(3)原主收尘器下灰斗通过重锤翻板阀进入拉链机,收尘器清灰时量大集中经常压死拉链机,再有冒灰严重,后期虽将翻板阀改为下料器,拉链机不再有压死现象,但是下料器经常冒灰严重,且拉链机链条磨损严重,装机功率大,后期通过核算将下料器改为双翻板阀,拉链机改为斜槽,大大减少备件消耗及电耗(装机功率下降),平均年节电近20万元。
(4)原生产水泥时选用普通滤袋,而粉磨矿渣时水分含量大,造成主收尘器滤袋糊袋严重,通过选用亚克力滤袋,其耐化学性和抗水解性较好,解决了收尘糊袋现象。
(5)JLMS-46.4立磨设计液压系统分A、B组,一组作为主动磨辊,一组作为辅助磨辊,在粉磨水泥时A、B组同时加压9 MPa左右,而粉磨矿粉时主磨辊加压5~6 MPa左右,辅助磨辊加压1~2 MPa左右,辅助磨辊作为稳料作用。
3 结束语
用一台立磨既能粉磨水泥又能粉磨矿粉,有效地提高了磨机使用率,为企业创造了最大效益。
作者单位:河北金隅鼎鑫水泥有限公司摘自《水泥》
